金属の接合は用途に合わせ様々な接合方法があり、代表的な接合方法は下記方式となります。
接着剤
最も簡便な方法である。主剤が樹脂であり接合後に環境変化(高温印加等)に弱い。
融接合
基材を溶かし接合する為、接合外観の変化や寸法に変化が生じ易い。
ロウ接合
濡れ性を持つ表面の毛細管現象を利用しして、フラックを接合界面に浸透させ界面の酸化物を除去した後、ロウ材が接合面に合金層を生成して接合する。接合強度や腐蝕性はロウ材に依存し、固相接合と比べて接合強度は劣る。
固相接合
接合に接着剤やロウ材を使用しない接合方法。母材表面の原子を熱や圧力を用いて原子間接合させて高い接合強度が得られる。
接着剤、ろう接又はスポット溶接で接合させる方法が一般的ですが、接合面の強度不足、長期信頼性不足、高温下での剥離、洗浄し難さ、スポット溶接では隙間ができてしまうなどの難点があります。 当社は金属同士を貼り合わせる手法として、拡散接合(固相接合)をお勧めしています。
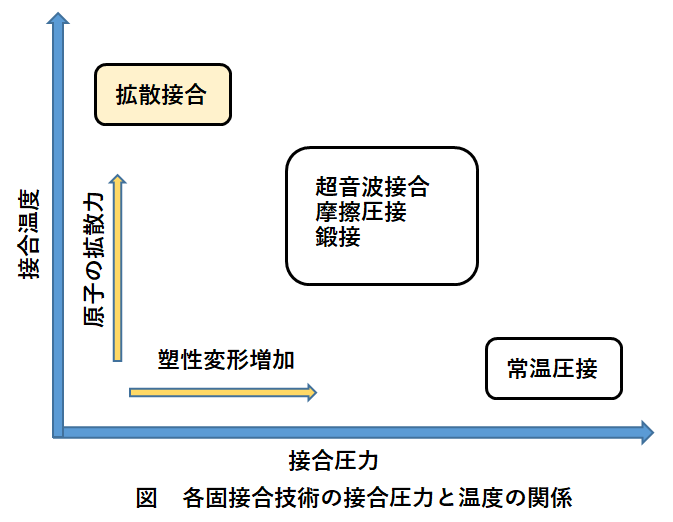
接着剤を使用しない固相接合は、下図に示した様々な製法があります。拡散接合法の優位点は
となります。また、フォトエッチングの優位点になる“バリやドロスが無い”は拡散接合法との親和性がとても高い。当社のコアバリューである高精度にウェットエッチング加工された板を、卓越した技術力で高いアライメントで接合致します。これにより、エッチング加工では作成出来ない立体成形、切削や機械加工で不可能なハイアスペクト比の製品を提供致します。
代表的な素材は以下の通りとなります。その他素材や異種金属の接合についてはお問い合わせ下さい。
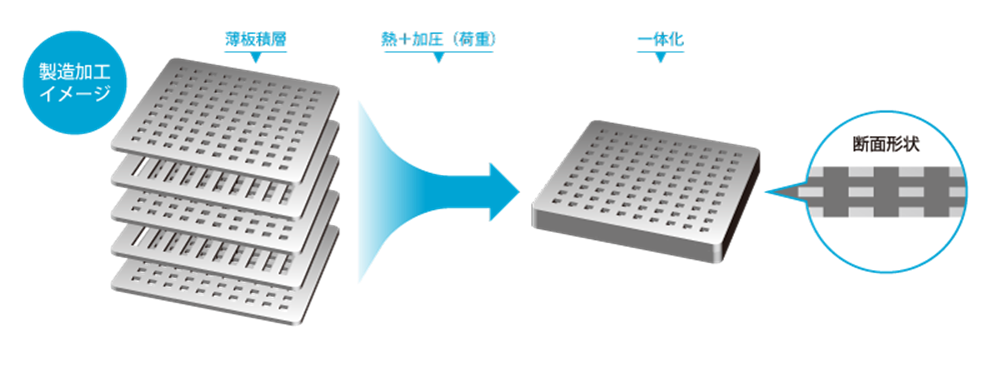
拡散接合の作業フローは、下記に示す作業に大別されます。
(1) パターン作成 → (2) 板の重ね合せ → (3) 拡散炉で接合 → (4) 製品の取り外し
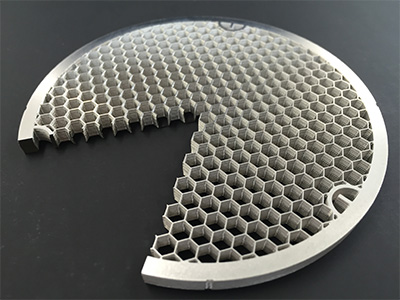
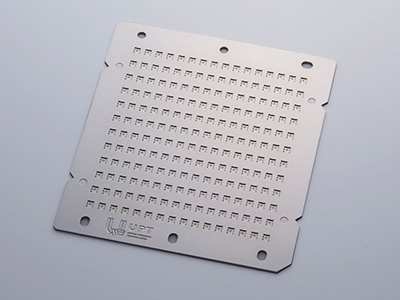
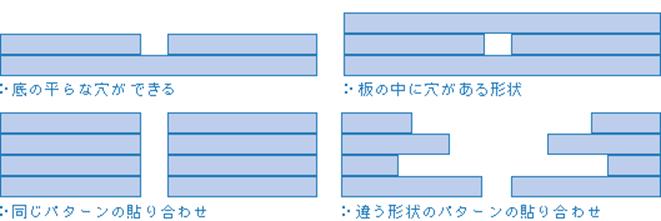
ご要望の形状を満たす為、金属板の板厚を選定し、それぞれに様々なパターンをフォトエッチングで作成します。下図は製品に作り込まれる様々な構造の一例になります。
様々な製品でご採用頂いておりますが、代表的なアプリケーション例は以下の通りです。