金属的接合根据用途不同,有多种方法可供选择,最典型的接合方法如下。
粘合剂
这是最简单的一个方法。粘合剂主要使用树脂成分,但接合后会因环境变化(高温等)而使接合强度变差。
融接合
用高温使所需接合的金属表面融化后进行接合加工,容易产生接合处的外观和尺寸发生改变等问题。
钎焊接合
利用表面具有湿润性的毛细管现象,将钎焊剂渗透到接合界面以去除界面处的氧化物后,钎焊材料在接合表面上形成合金层进行粘合。 接合强度和腐蚀度取决于所使用的钎焊材料,并且与固相结接合相比,接合强度较差。
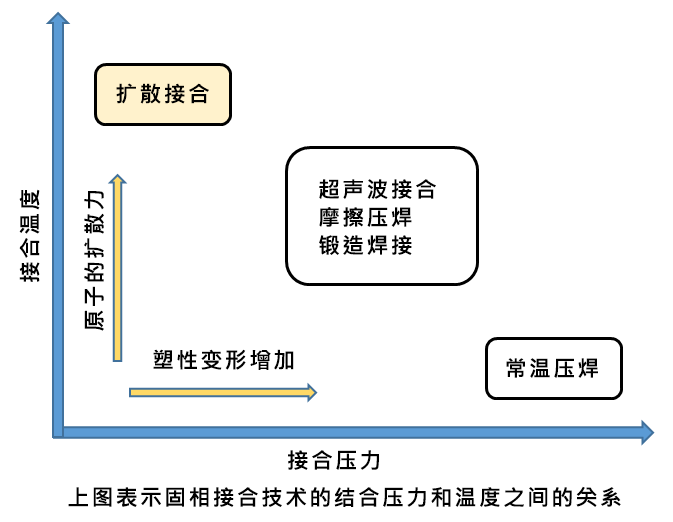
固相接合
不使用粘合剂和钎焊材料,通过在需要接合处的基材表面加热或加压,使接合处表面的原子和原子进行契合,从而获得高粘合度的一种接合方法。
粘合剂、钎焊接合和点焊作为现在最常用的接合方法,面临接合面的強度不够、无法长期保证接合品质,以及在高温下会发生脱离,难以清洁等问题。点焊还会发生接合处产生空隙的缺点。 为了更好的保证接合品质,我司推荐扩散接合(固相接合)的加工方法。
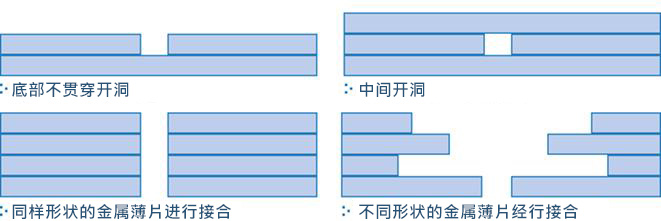
不使用粘合剂的固相接合,如下图所示也有各种制造方法。
扩散结合方法的优点是:
综上所述,光蚀刻所具有的“没有毛刺或浮渣”的优点,与扩散接合加工具有高亲和力。 作为本公司核心技术的高精度蚀刻加工,配合扩散接合技术,将单独蚀刻加工所无法完成的的立体成型,切割和机器加工所不能做到的高品质产品成为可能。
最据代表的可加工材料如下。如有其他需要加工的材料或者不同金属进行加工的需要,请随时与我们联系。
扩散接合加工的流程大致如下图所示。
(1) 做样板 → (2) 板材进行重合叠加 → (3) 在扩散炉中进行接合 → (4) 取出产品
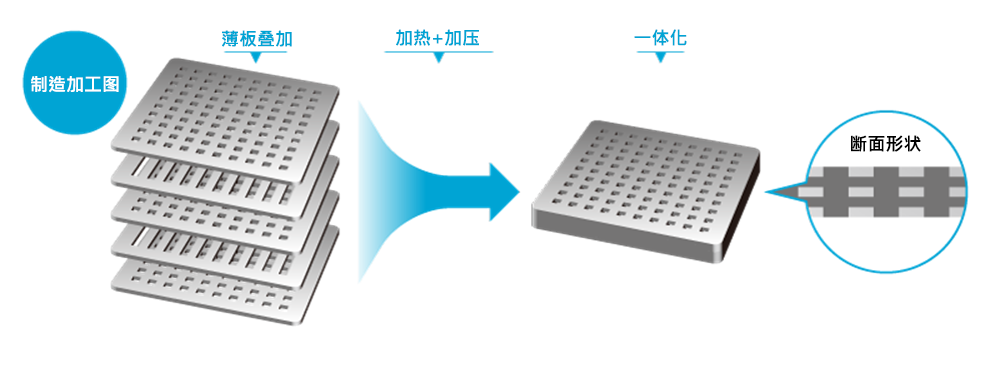
根据客户要求的形状来选择加工金属板材的厚度,并根据要求形状的不同来制作样板对板材进行蚀刻加工。
下图为加工后板材断面结构的示例。
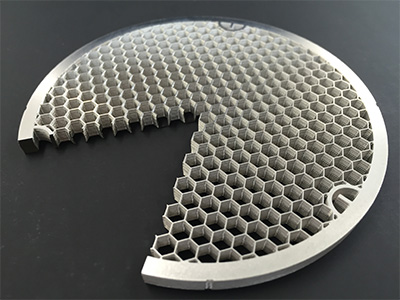
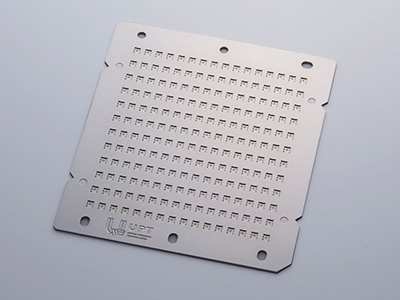
以下为扩散接合加工中比较具有代表性的产品实例。